助焊剂与焊锡膏的区别?焊膏的作用及使用方法,一文全部给你总结
DFM发布于 • 阅读量 17273
百芯EMA-国内DFM分析工具 :PCB/PCBA 3D仿真+BOM物料管理+PCB/PCBA DFM 可制造性分析
今天是关于 焊膏、焊膏的作用、焊膏的使用方法、怎么选择合适的焊膏?助焊剂与焊锡膏的区别。(篇幅较长,文字较多,建议慢慢观看)
一、助焊剂和焊锡膏的区别?
虽然焊膏和助焊剂是一起工作的,但它们两个不是一回事。
焊膏是一种用于将金属合金的不同部分相互粘合的产品。
助焊剂是在焊膏之间添加到表现或添加到焊膏中的成分。助焊剂在焊接过程中充当清洁剂,使焊膏更有效。
当你将焊膏和助焊剂混合时,会更加耐用,因为助焊剂可以让它完美地固定。
下面就详细地介绍一下,焊膏。
焊接图
二、什么是焊膏?
焊膏也被称为焊锡膏、锡膏,主要是用于将金属部件粘合在一起的混合物。焊膏的组成比较复杂,由焊锡粉、助焊剂和其他添加剂混合而成,当然添加剂的成分还是取决于焊膏的需求。
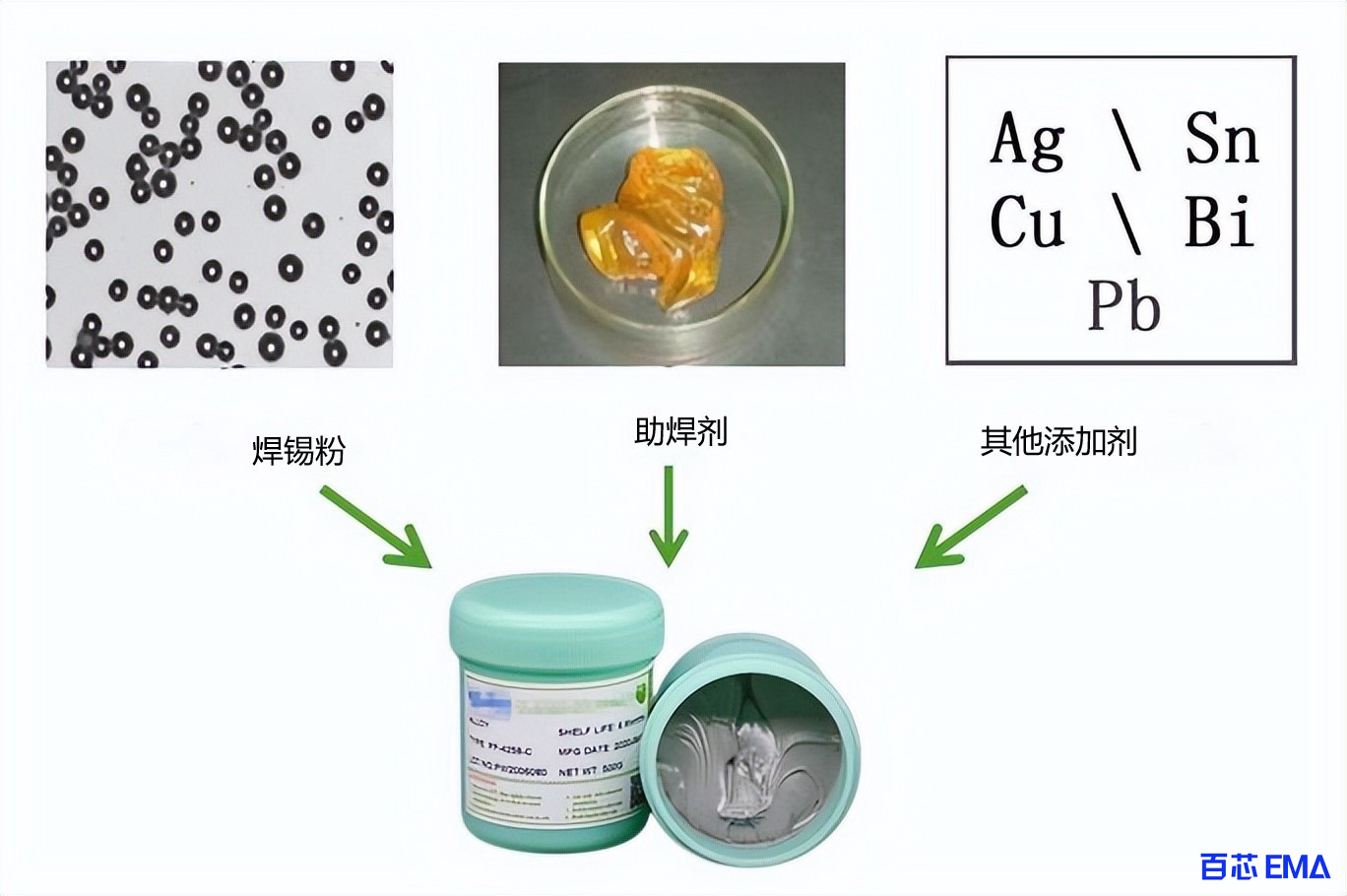
焊膏的组成成分图
焊膏具有一定的粘性,所以可以在给定的位置附着在电子元器件上,随着温度的升高,电子元件和 PCB 会随着溶剂和一些添加剂的挥发而被焊接形成永久连接。
可以说锡膏就是胶水,它的作用是将两个独立的物体粘合在一起,因此,焊膏是 PCBA 制造的关键点。
三、焊膏的作用
- 焊膏将两种金属连接在一起
- 焊膏可以使电线和其他部件与电路板持久连接
- 在模板印刷中焊膏可以用来进行电气连接,
- 焊膏可以将机械部件连接在一起,尤其是对于相邻的部件,焊膏是最好的选择
焊接图
四、焊膏的使用方法及储存
1、保存方法
锡膏的储存应控制在1-10℃;锡膏的使用寿命为6个月(未开封);它不应该放在阳光下。
2、使用方法(开封前)
锡膏温度必须升至环境温度(25±2°C)才能开启,温度恢复时间约为3-4小时。禁止使用其他加热器瞬间升温。达到环境温度后充分搅拌。混合时间为 1-3 分钟,具体取决于混合器的类型。
3、使用方法(开封后)
- 将大约 2/3 的锡膏添加到模板上,并尽量保持在模板上的数量不超过 1 罐。
- 根据生产速度的不同,钢网上的锡膏应少量多次添加,以保持锡膏的质量。
- 当天未用完的锡膏不应与未用完的锡膏放在一起,而应存放在另一个容器中。建议锡膏开封后在室温下 24 小时内用完。
- 第二天使用时,应先使用新开封的锡膏,然后将未使用过的锡膏和新锡膏按1:2的比例混合,少量多次添加。
- 焊膏印刷在基板上后,建议在4-6小时内将零件放入回流炉内完成焊锡。
- 请先将钢板上的锡膏刮掉,放入锡膏槽中再换线1小时以上。
- 由于空气中的灰尘等污染,锡膏连续印刷24小时后请按照“步骤4”的方法进行,以确保产品质量。
- 为保证打印质量,建议每4小时手动擦拭一次钢板两侧的开口。
- 保持室内温度22-28℃,湿度RH30-60%,以获得最佳工作环境。
- 擦拭错误印刷的基材,建议使用工业酒精或工业清洁剂。

刷锡膏
五、焊膏的种类
锡膏按后处理分为三类:普通松香清洗、免清洗、水溶性锡膏。
1、普通松香清洗
普通松香清洗分为两类:活化松香和轻度活化松香。

焊膏的分类
在焊接过程中,这种锡膏具有更好的“上锡速度”和良好的“焊接效果”。工作完成后,PCB 表面有较多的松香残留,工人可以用清洁剂清洗,PCB会发光,没有任何残留,保证 PCB 具有良好的绝缘电阻,并通过各种电子性能技术测试。

松香清洁剂
2、免清洁型
通过焊接,PCB 表面比较光滑,残留物少,不需要重新清洗,可以通过各种电性能技术测试。授予焊接质量的同时,缩短了制造过程并提高了速度。
免清洁型焊膏
3、水溶性糊剂
由于早期制造的技术原因,PCB 表面残留物过多,严重影响产品质量,电子性能也不理想。当时生产的清洗工艺大多采用 CFC,但对环境不友好,很多国家已经禁止使用。针对需要,水溶性锡膏来了,焊接完成后就可以清洗,降低了产品成本,达到了环保要求。

水溶性焊料
其次,焊膏根据功能、产品或制造有不同的类别,可能会很复杂。因此,可以根据合金成分、目数和粘度来选择它。

选择焊料
六、怎么选择合适焊膏?
细节决定成败,选择焊膏看起来像是微不足道的小事,但实际上焊膏决定着 PCB 组装过程中的成败。
目前市面上有很多焊膏可供选择,虽然说根据分类看起来并没有那么大差异,但是也不是所有的焊膏都是一样。一般来说特别的焊膏价格会更贵,但通常也会有额外的优点。
选择合适的焊膏会避免掉很多问题。许多因素影响着焊膏的选择,例如:润湿特性、空隙控制、助焊剂残留、合金强度、合金柔韧性和其他性能指标。
这些性能指标的变化,都会影响着焊膏的选择。例如:
- 通过选择与用于制造产品的材料、几何形状和加热工艺具有最佳性能的浆料,可以最大限度地提高质量。
- 通过选择适合最佳沉积和加热方法的焊料产品,可以最大限度地提高吞吐量。
- 成本目标取决于质量和产量,并且可以通过考虑材料、直接人工、检验、返工和废品价值来最大化。
这里列举一些选择合适的焊膏需要考虑到的因素。
1、有铅 or 无铅焊膏
有铅和无铅最大的区别就是有毒和无毒,另一个就是熔化温度。无铅焊膏熔点较高。这里可以根据实际的要区选择。关于有铅和无铅焊膏,在之前的文章中有详细总结,大家可以点击标题直接跳转。

有铅焊料(左)和无铅焊料(右)
2、水溶性or 免清洗焊膏?
水溶性焊膏含有高分子化合物,如聚合物,在防止再氧化方面不如松香/树脂有效。在电路板通过回流阶段后,水溶性焊膏使电路板看起来更干净,助焊剂残留物被烧掉,很容易在洗板机中洗掉。
免清洗焊膏的功能与水洗膏相同,但残留物留在板上。免清洗化学品通常是基于松香/树脂的材料。松香/树脂可形成出色的氧化物屏障,并在回流期间保护“清洁”的表面免受再氧化,这里可能会有损美观。具体的可以根据实际的要求进行选择。
3、焊膏的熔点温度
如下图所示,每种合金都有从固态变为液态的温度。从固态到液态的相变在到达固相线开始并且在达到液相线时结束。
- 在固相线以下,合金 100% 处于固态。
- 在固相线和液相线之间,一个称为塑性范围的区域,合金的某些部分是固体,但大部分是液体。
- 当固相线和液相线相等时,合金称为共晶合金。
虽然润湿始于固相线温度,但最佳润湿是在高于液相线 15º C 或更高的峰值温度下实现的。如果焊点需要在后续操作(例如第二次回流工艺)中保持物理完整性,则后续操作的峰值温度需要低于合金的固相线温度。

焊膏的熔点温度
4、合金成分
- 一般来说,你可以选择Sn63或Pb37焊料合金成分,它可以匹配焊接要求。
- 对于Ag或Pd的电镀产品,你可以选择Sn62或Pb36或Ag2的焊膏。
- 对于无热冲击产品,你可以选择含铋焊粉。
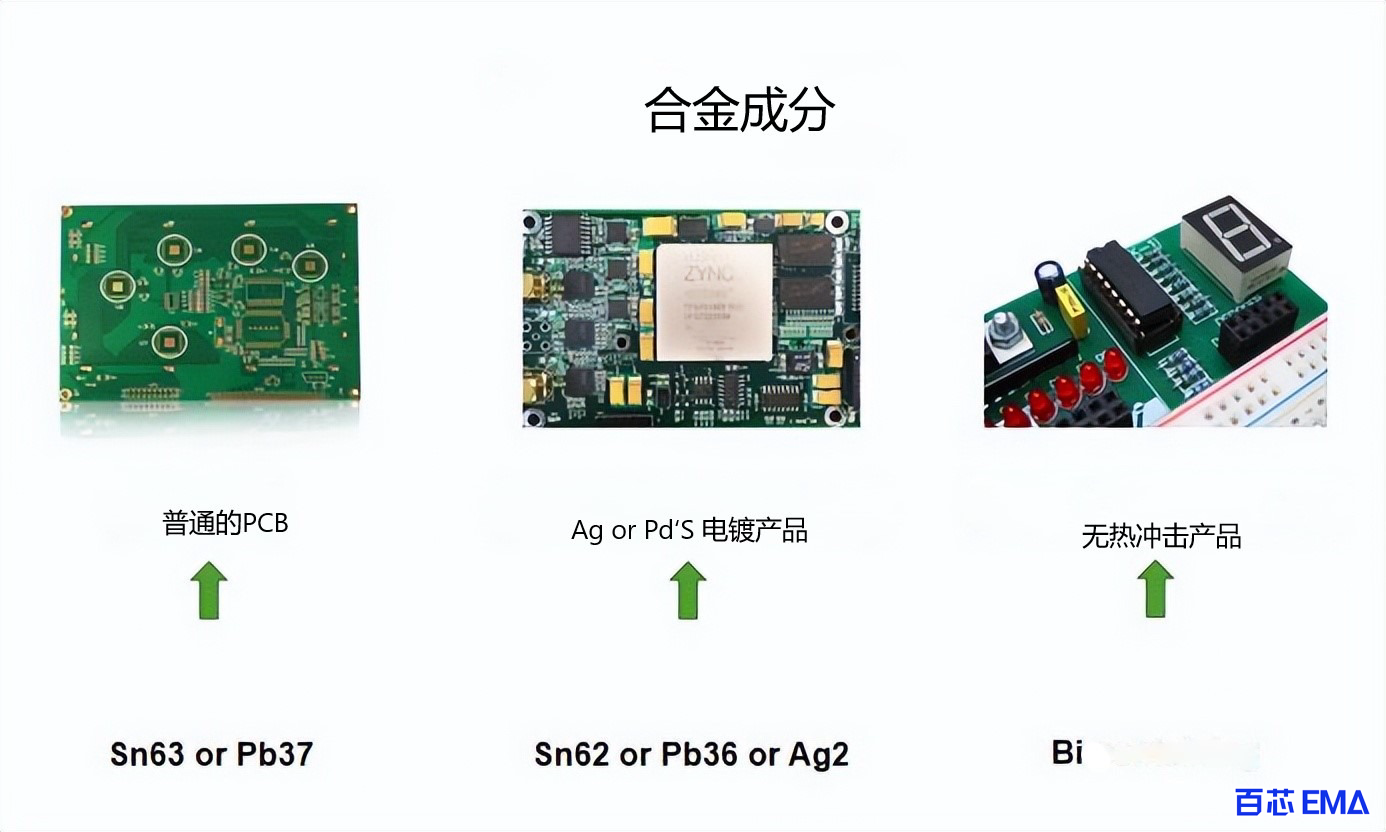
合金成分焊膏选择
5、粒度(目数)
又称粒度,是指每平方英寸筛网的目数;在实际的锡粉生产过程中,大部分锡粉都是用几层不同目数的筛子收集的,因为每一层筛子的网目大小不同,所以通过每一层的锡粉的粒度的网格也不同,最终收集到的锡粉颗粒的粒径也是一个区域值。
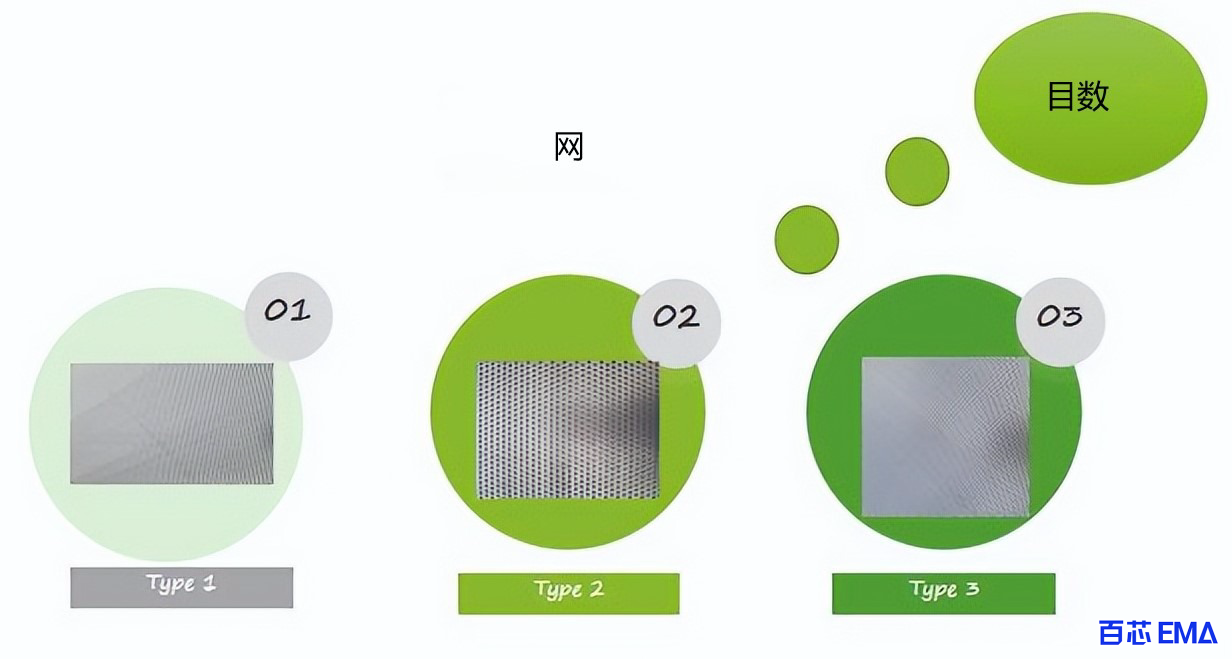
焊膏的粒度图
因此,锡膏的目数越大,锡膏中锡粉的粒径越小;目数越小,说明锡膏中锡粉的颗粒越大。
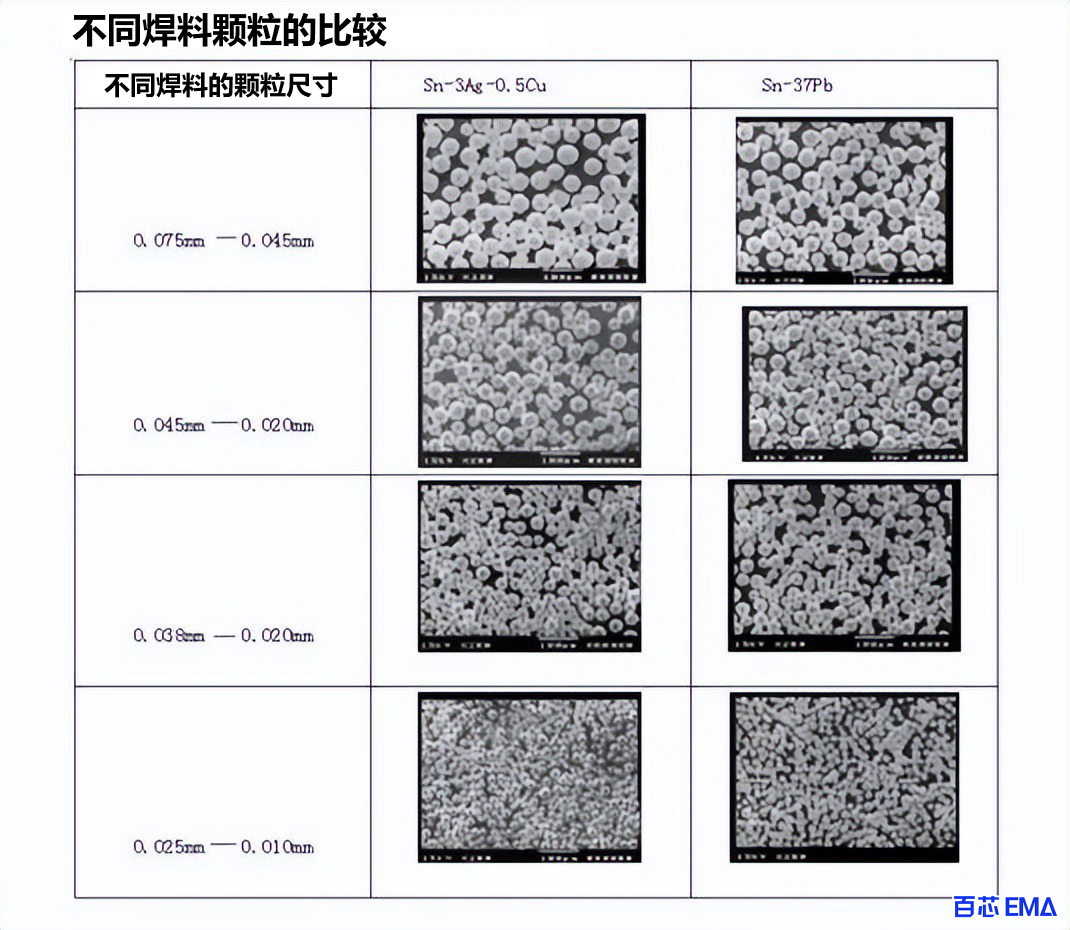
锡膏粒度
即锡膏生产厂家在根据其网目指标选择锡膏时,应根据 PCB上距离最小的焊点之间的距离来确定:如果有较大的距离,则可以选择网格尺寸较小的锡膏。反之,焊点间距较小时,应选用网孔较大的锡膏,一般粒径为SMT钢网开孔的1/5左右。
6、粘度
在SMT工作流程中,从焊膏的激光模板印刷(或点样)到将元件贴附到回流加热过程中,中间有一个移动、放置或搬运 PCB 的过程;在此过程中为保证印刷(或打点)的锡膏不变形,附着在PCB锡膏上的元件不移位,要求锡膏在PCB进入前应具有良好的粘度和保持时间回流焊接加热。
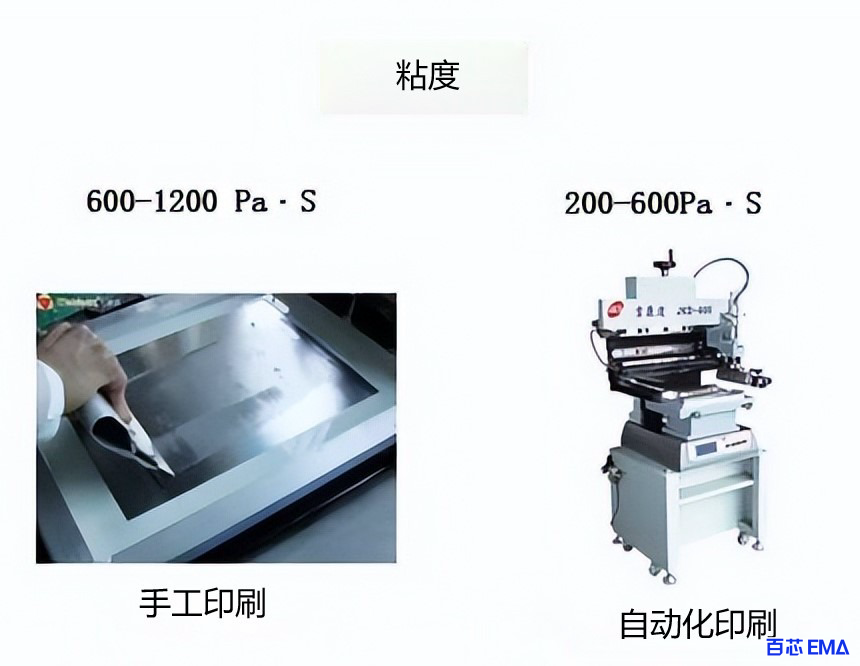
焊膏的粘度
其中200-600Pa·S的锡膏更适合针型或自动化程度高的生产工艺设备;印刷工艺对锡膏的粘度要求比较高,所以印刷工艺所用锡膏的粘度一般在600-1200Pa·S左右,适合手工或机械贴片丝网印刷。
高粘度锡膏具有焊点堆积效果好的特点,更适合小间距印刷;
而低粘度锡膏具有下落速度快、免工具清洗、印刷时省时等特点;
温馨提示:锡膏的粘度会随着锡膏的搅拌而变化,搅拌时粘度会降低;停止搅拌,粘度恢复原状;这对于如何选择不同的粘度很重要。锡膏起着非常重要的作用。此外,锡膏的粘度与温度有很大关系。在正常情况下,它的粘度会随着温度的升高而逐渐降低。

焊膏的粘度
7、储存稳定性
我们需要锡膏具有稳定的质量,但在实际应用中,锡膏的稳定性会因为从购买到入库和存放一段时间而发生变化。
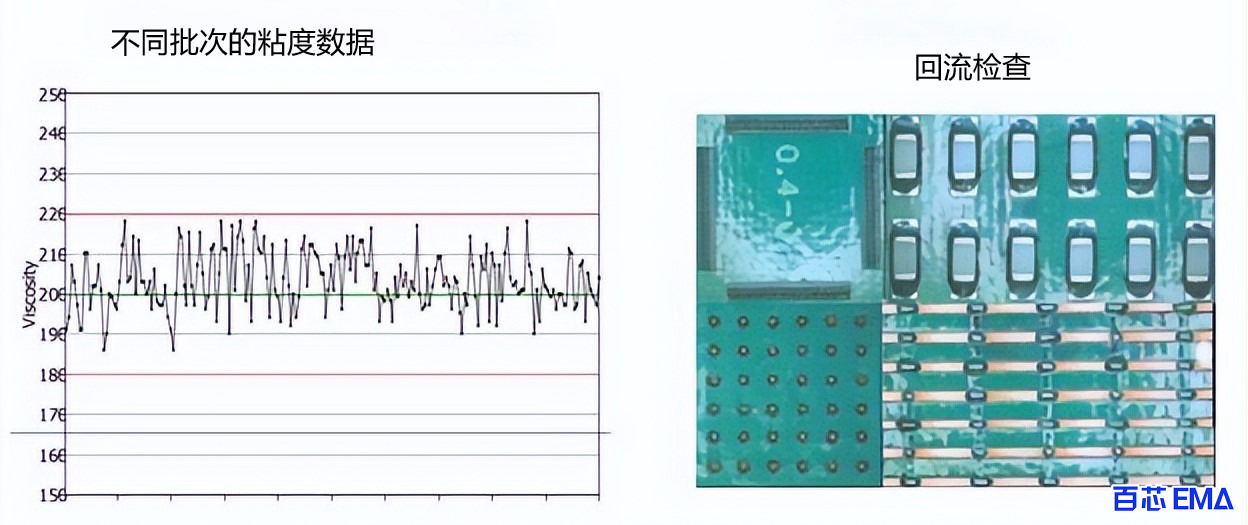
焊膏储存的稳定性
8、印刷稳定性
在实际生产过程中,回流焊的性能也很重要,对质量影响很大。
焊膏印刷的稳定性
9、焊接最终效果
主要包括以下四个方面:润湿性好、BGA少熔合不良、预热塌陷、停印恢复能力。
焊料润湿是焊料中的金属与印刷电路板 (PCB) 或组件上的金属结合的过程的一部分。在与不同焊膏的比较中,你会发现 A 比 B 更润湿。
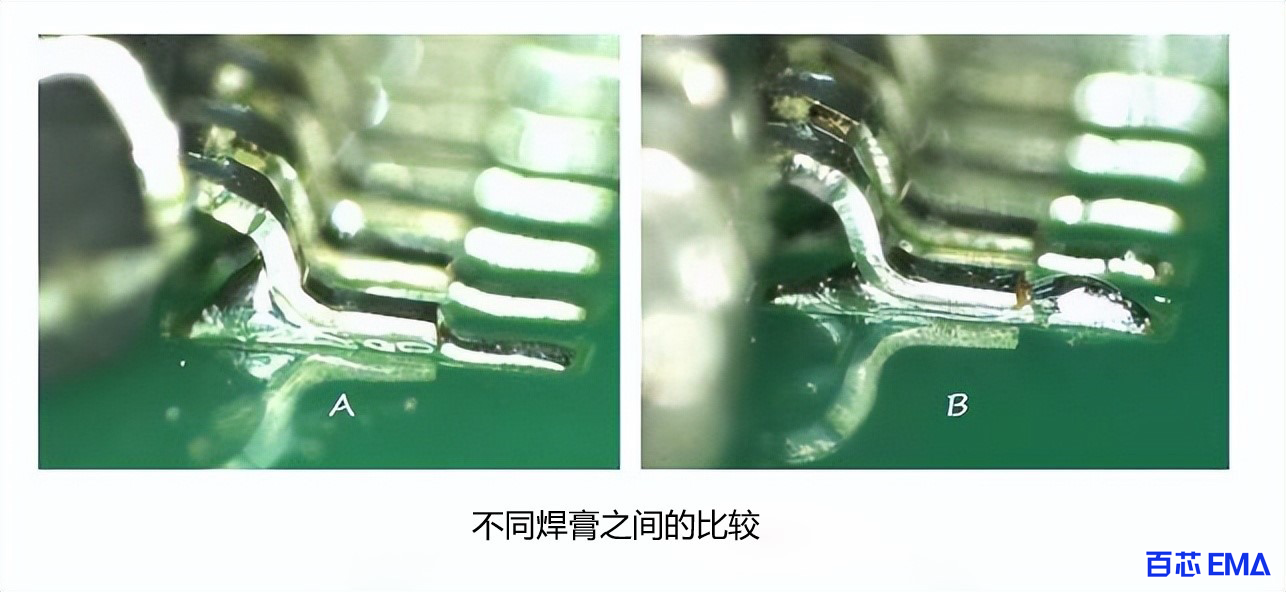
不同焊膏之间的比较
在BGA工艺中,由于条件限制,锡膏的熔合能力更为重要。
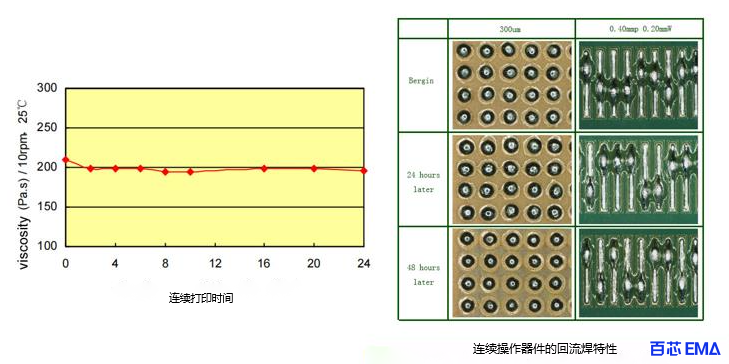
预热塌陷程度越高,桥接不良的发生率越低。你可以在左图中发现没有塌陷,即 0.3mm/0.2mm,但右图有塌陷,即 0.4mm/0.3mm。
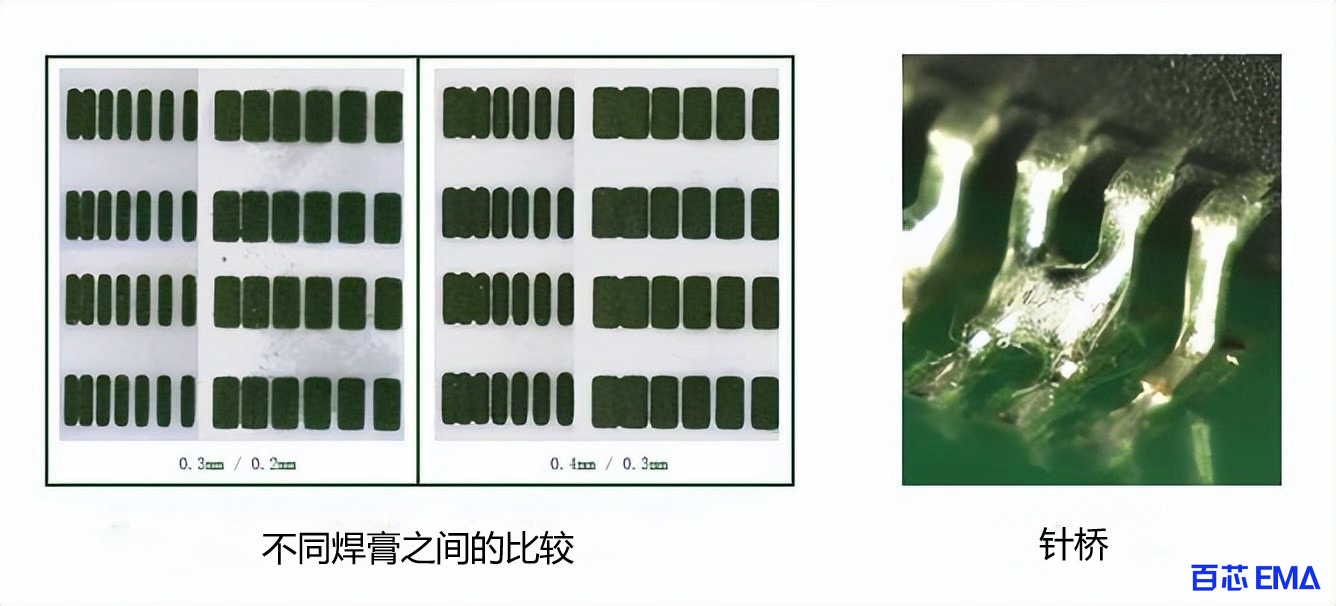
不同焊膏之间的比较
出色的停机恢复可以在一定程度上提高印刷生产效率。从这张照片中,你可以看到停机一个小时后的差异曲线。
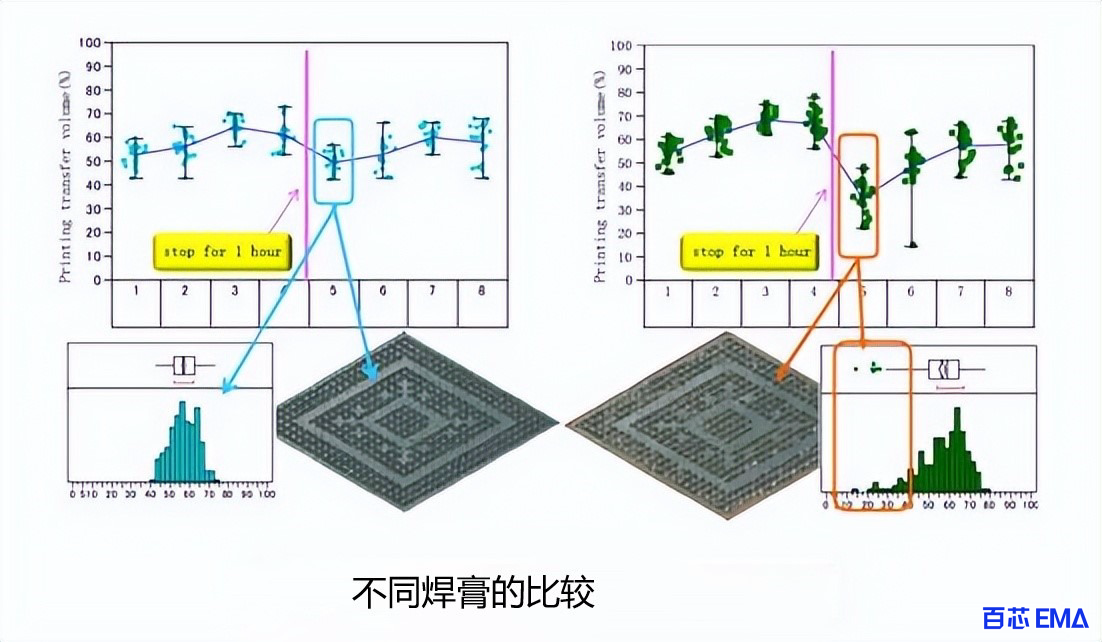
停机后差异
综上所述,我们可以知道,选择合适的锡膏不仅要考虑锡膏本身的特性及其对质量和生产的影响,还要考虑批量生产中的各种因素。因此,我们有必要不断记录和总结各个供应商的锡膏在实际生产中对产品的影响。
以上就是关于焊膏、焊膏的作用及使用方法、助焊剂与焊锡膏的区别简单的介绍,希望能够对大家有用,欢迎大家多多指教。