什么是PCB立碑现象?如何减少PCB立碑现象?一文帮你全部总结
DFM发布于 • 阅读量 14835
百芯EMA-国内DFM分析工具 :PCB/PCBA 3D仿真+BOM物料管理+PCB/PCBA DFM 可制造性分析
今天主要是关于:PCB立碑效应、PCB立碑现象分析、如何防止PCB立碑现象以及解决办法。
一、什么是PCB立碑效应?
立碑效应通常会影响表面贴装无源元件,例如电阻、电容和电感,在焊接过程中,元件的一端从PCB的焊盘上抬起。
PCB立碑效应
组件的最终角度可能是几度-九十度不等,不管这个角度多大,最终结果都是其中一个组件端子未焊接到PCB焊盘,并产生开路。
下面为PCB立碑动图演示:
PCB立碑动图
二、PCB立碑现象分析
立碑现象是MLCC与PCB焊接过程中,MLCC的一端离开焊接区域,倾斜或直立。主要原因是MLCC 在焊接过程中两端润湿力不平衡。产生润湿力不平衡的主要因素有:
1、MLCC两端不能同时熔化。
2、焊盘设计不合理。根据机械机理,建议保持MLCC表面清洁,注意焊盘设计合理,避免焊膏活性减弱,保证MLCC两端熔化。该措施可有效防止立碑现象,在实际生产中取得了良好的效果。
焊接前,片式多层陶瓷电容(MLCC)的两端用焊膏和板焊盘临时定位。当焊接成功完成后,它们就成为组装电路板的一部分。一旦熔锡时两端润湿不均匀,两端产生的不均匀表面张力就会导致其中一端从基板上滑落,或者整个MLCC起翘甚至立起。形似立碑,通常称为立碑现象,有时也称为吊桥现象。这种现象直接影响印制电路板和整机的质量和可靠性。同时也会增加厂家返修率,增加成本。
三、导致PCB立碑的原因及解决办法
- 走线焊盘问题
- PTH靠近焊盘
- 连接到大铜区域的焊盘
- 焊盘内过孔
- 焊盘的形状和位置
- 组件下的图例
1、走线焊盘问题
现象:
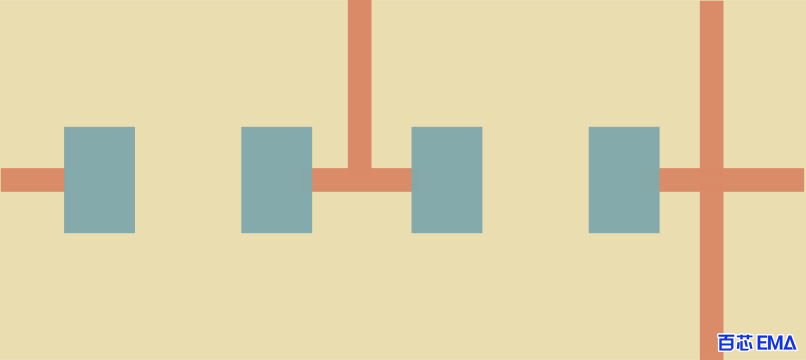
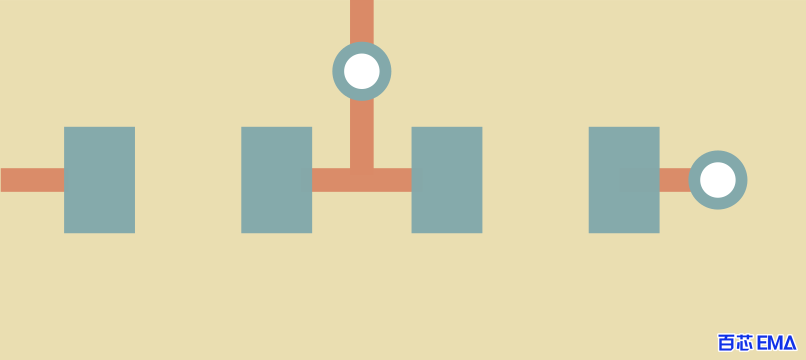
连接有多个走线的焊盘比连接单个走线的焊盘散热更快 但润湿过程将在不同的时间完成,就可能会导致立碑现象。
避免一个焊盘有多个走线而另一个焊盘只有一个走线,同一个组件的焊盘有不同的走线宽度,也避免同一个组件的焊盘有不同的走线宽度。
下面图一为通用的布局,图二为推荐的布局。
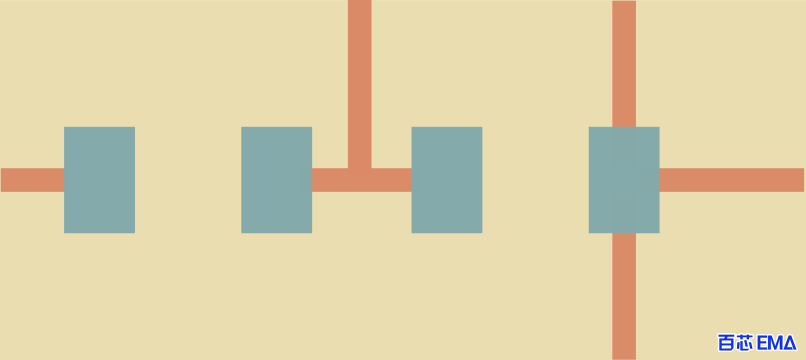
通用布局
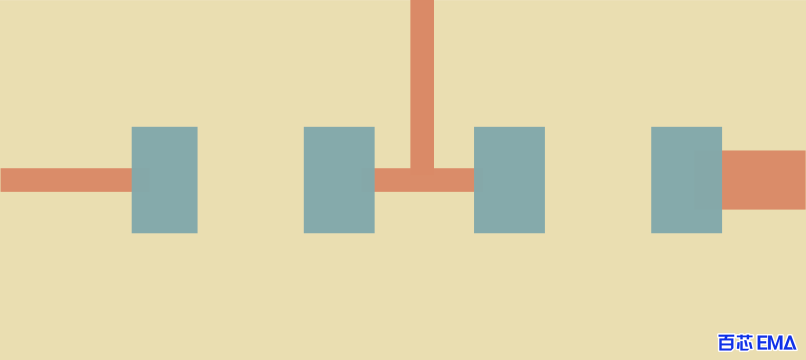
建议代替的布局
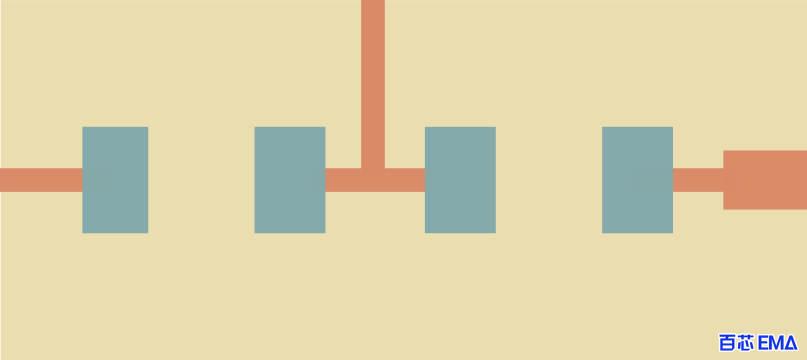
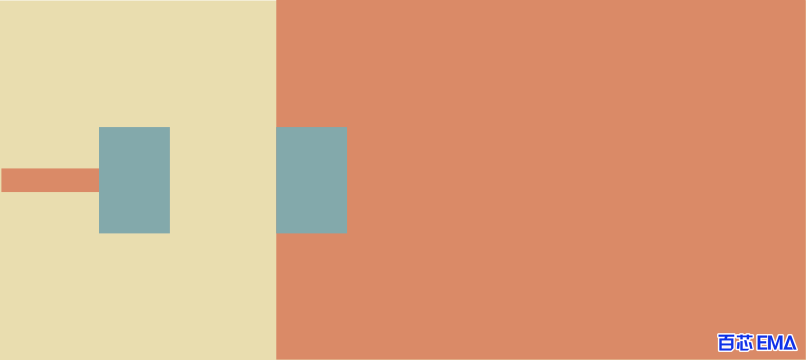
当焊盘连接到电源或GND时,如下图所示,使用较大的走线是很常见的,但是会导致具有较大走线的焊盘的润湿过程在具有较细走线的焊盘之前完成,并可能导致立碑现象。
焊盘连接到电源或GND
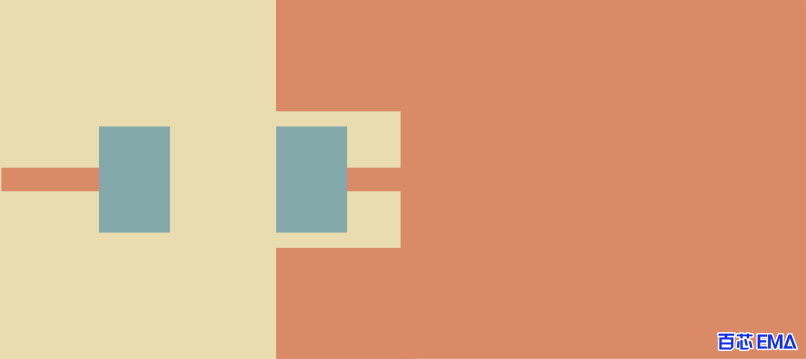
解决办法:
下面显示了2种解决方案,目的是使组件的每个焊盘的走线宽度相同,需要考虑的重要一点是,在宽度变化之前,此统一走线宽度必须距离焊盘边缘至少0.25毫米,以帮助保持润湿过程同步。
走线焊盘解决方案
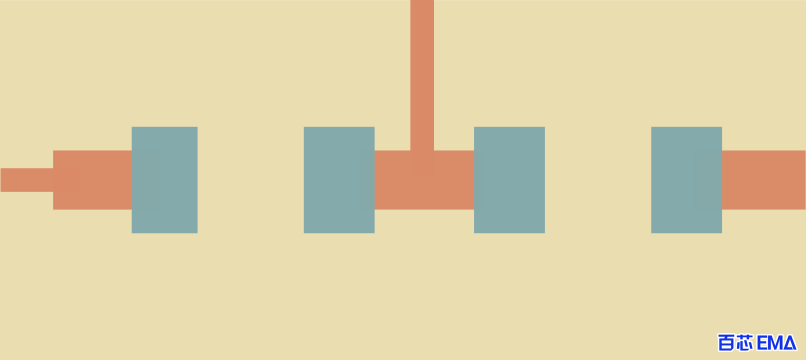
走线焊盘解决方案
2、PTH靠近焊盘
现象:
任何PTH(电镀通孔),包括焊盘太近的过孔,都会在润湿过程中更快地散热。元件焊盘边缘与实际孔的边缘至少有0.25mm的距离。
此外,如果PTH离元件焊盘太近而无法确保可靠的阻焊层,则焊料会流入孔中(称未芯吸或焊料溢出)。
下图显示了PTH离元件焊盘太近的布局:
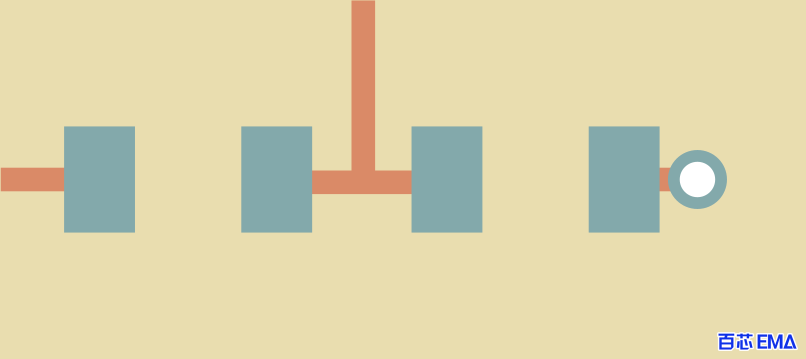
PTH离元件焊盘太近的布局
下图图显示 PTH 从焊盘边缘到孔边缘的最小距离为 0.25mm。
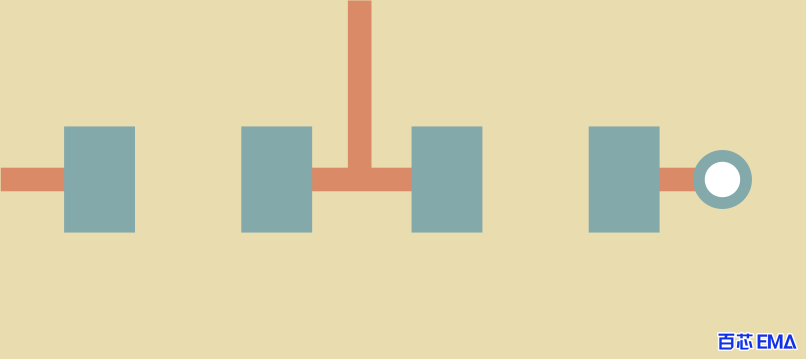
PTH 从焊盘边缘到孔边缘的最小距离为 0.25mm
解决方案
1)使用盘中孔,有助于减少焊盘的铜面积,但是盘中孔工艺本身会散热。
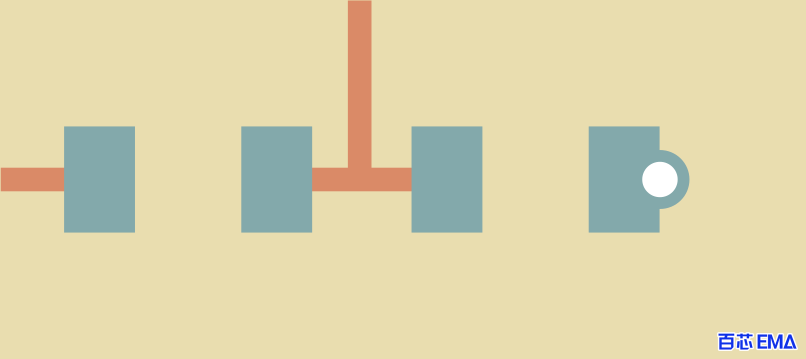
使用盘中孔
2)更可靠的解决方案是将过孔从元件焊盘边缘移至过孔边缘至少0.25mm。
将过孔从元件焊盘边缘移至过孔边缘至少0.25mm
3、连接到大铜区域的焊盘
现象:
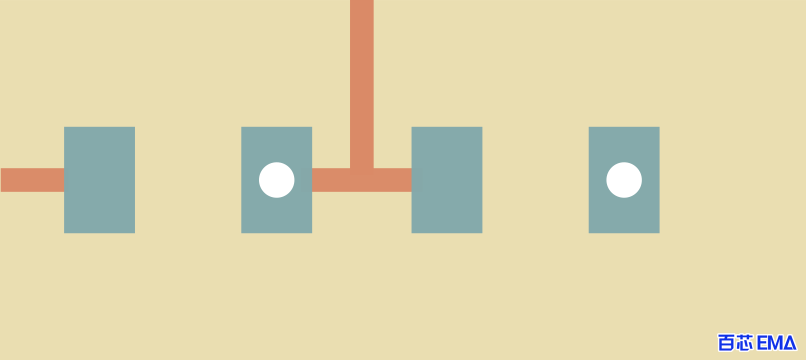
较大的铜区域充当散热器,但如下图所示,将元件焊盘连接到一个元件焊盘可能会导致立碑效应。
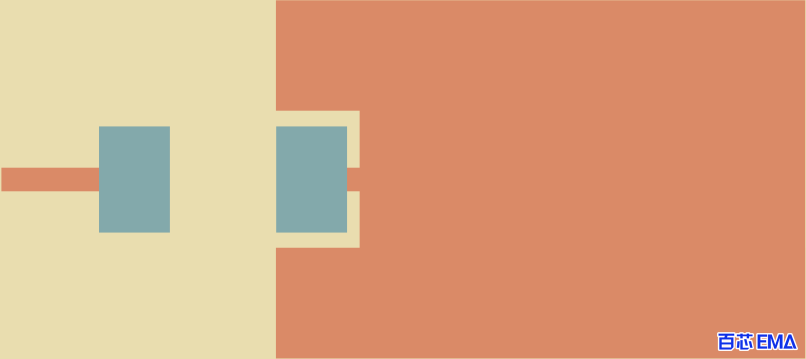
连接到大铜区域的焊盘
连接到大铜区域的焊盘
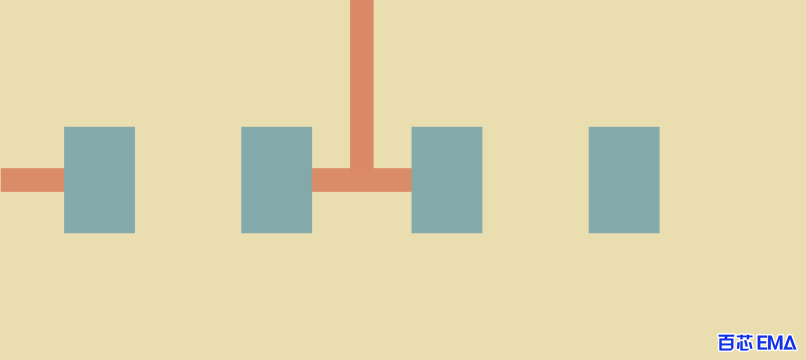
解决方法:
确保将大小相似的走线连接到2个焊盘,如下图所示。另外,在接铜区之前至少要有0.25mm的走线。
确保将大小相似的走线连接到2个焊盘
如果涉及高功率,则使用与上述类似的解决方案(走线焊盘问题)。
4、焊盘内过孔
现象:
现在电子产品都在向着小型化发展,就通常会用到在元件焊盘中防止通孔,但是焊盘会沿芯吸/逸出,导致润湿过程不均匀。
即使两个元件焊盘中都有通孔,仍然有很大的可能一个在另一个之前完成润湿过程,这取决于通孔连接到什么,立碑现象仍然可能发生。
此外,对于焊盘中的通孔,存在有足够的焊膏填充通孔并在回流过程中仍然附着在组件端子上的问题。
下图显示了组件焊盘中的过孔,因为未填充过孔,焊膏会芯吸/逸出到孔中,并可能导致元件端子立碑或脱焊。
组件焊盘中的过孔
解决方案
1、通孔填充,通孔填充是一种解决方案,有助于降低立碑效应的风险。
通孔填充
2、将过孔从元件焊盘边缘移动至少 0.25mm 到过孔边缘是更可靠的解决方案。
将过孔从元件焊盘边缘移动至少 0.25mm 到过孔边缘
5、焊盘的形状和位置
现象:
如果焊盘尺寸太大,可能会导致元件移位或旋转或立碑现象。如果焊盘的位置与该特定组件所需的位置相差太多,那么焊接过程的结果很可能会很糟糕。
解决方案:
使用 IPC 标准 Pad 形状和尺寸来避免此类问题,将CAD 系统的 Pad 与 IPC 标准中推荐的那些进行比较。
6、组件下的图例
现象:
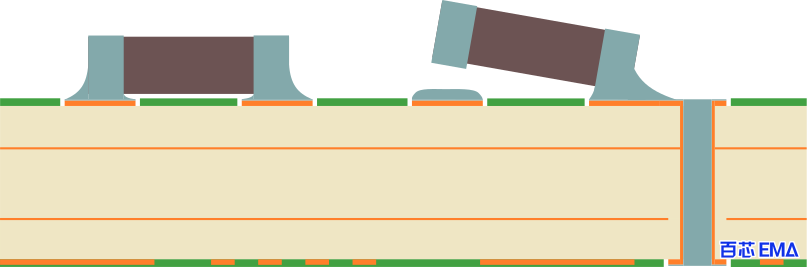
即使在较小的组件下不适当的图例也可能导致立碑。铜层、阻焊层和图例层一起可以创建比铜焊盘高度高得多的点。请参见下图中的 R2 电阻。
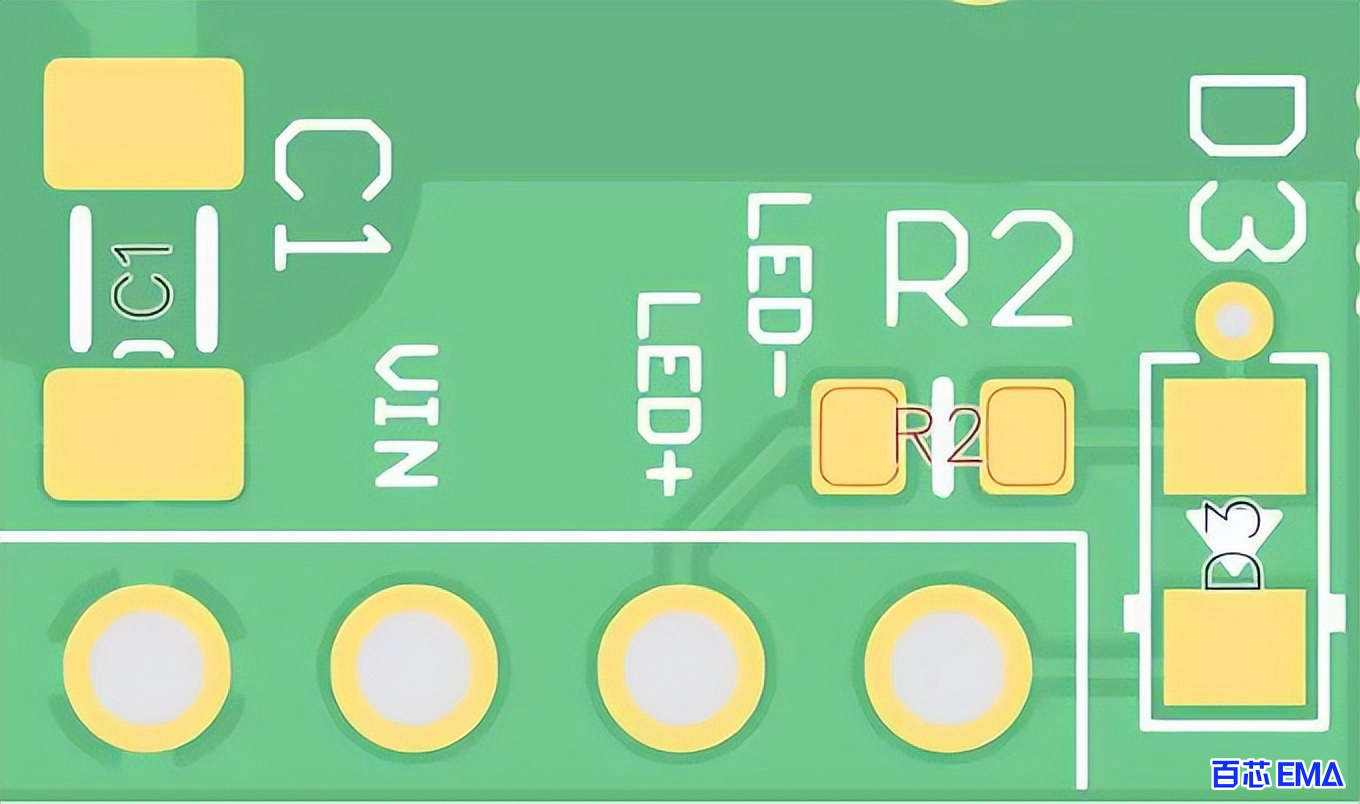
元器件焊盘之间有走线,上面有阻焊层和图例。

组件下的图例
解决方案:
这对于小组件(例如 0603)至关重要,避免将图例放在这些组件下方。
四、防止PCB立碑现象的措施
1、两端同时焊接
尽量以最快的速度进行焊接,以减小两端的熔化差异。避免一端焊接成熟,而另一端仍处于未熔化阶段(见图一)。这很可能会被另一端的表面张力和浸锡力拉起(见下图二)。
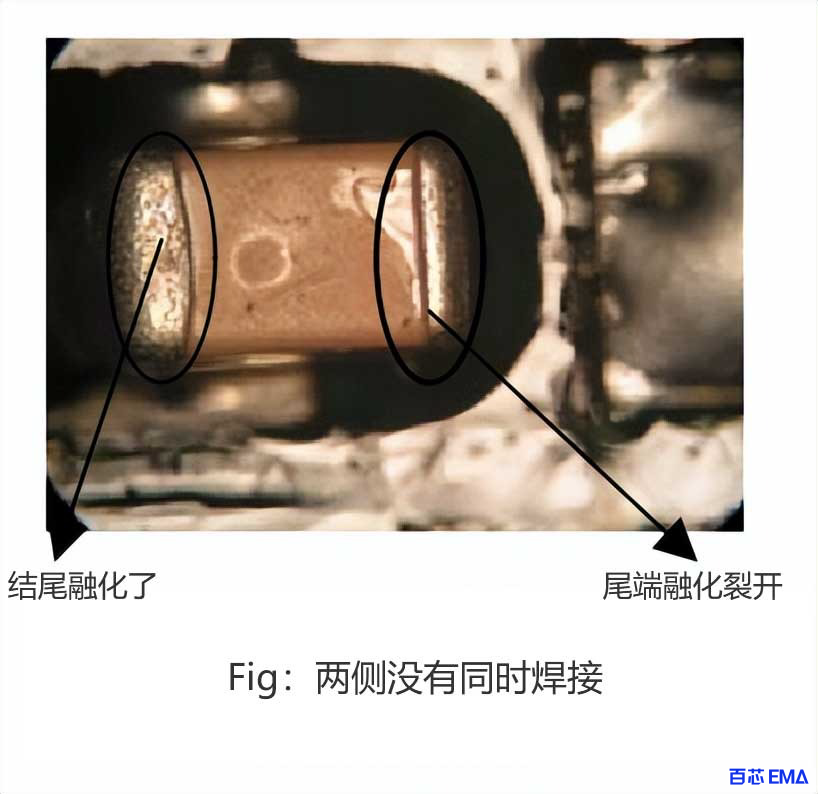
两端融化不统一
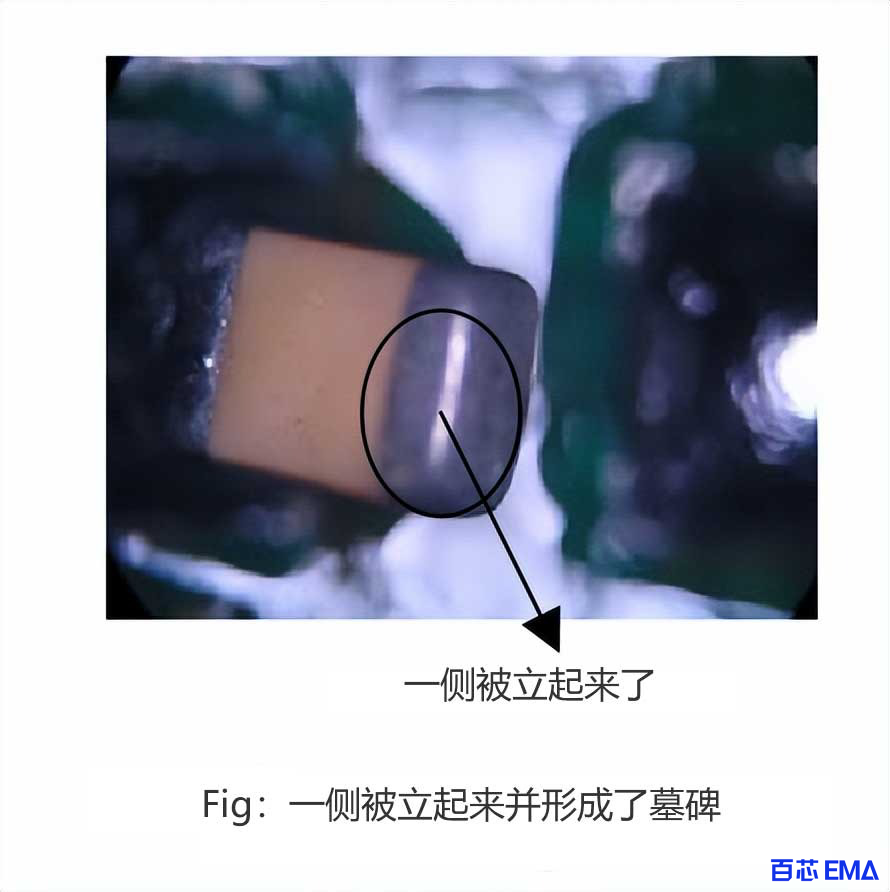
立碑现象
2、合理的焊盘设计
一对大小不同或不对称的MLCC焊盘会造成焊膏用量不一致,小焊盘对温度反应快,上面的焊膏容易熔化,大焊盘则相反,所以经过小焊盘的焊膏熔化,MLCC在焊膏表面张力的作用下被拉直,形成立碑现象。因此,在设计中应注意以下几个方面:
1)焊接的长度要尽可能的宽,MLCC金属端与焊盘的重叠长度至少要有0.3mm。
2)焊盘空间的长度必须尽可能小,只要能填满锡即可。一般剩余长度不应超过0.5mm。如果为了测试探头的需要不得不加长房间,提前考虑印刷面的收缩。
3)焊盘本身的宽度不宜过宽,与MLCC相比其合理宽度不应超过0.25mm。
3、保持锡膏活性
焊膏是一种比较敏感的焊接材料。污染、氧化或吸湿都会造成不同程度的劣化。锡膏变质会影响印刷效果,更严重的会造成立碑效应等焊接缺陷,因此在加工过程中应注意以下几点:
1)锡膏应存放在5~10℃的环境中。
2)刚从冰箱中取出的锡膏低于环境温度,不要立即打开它,以防止空气中的水分凝结在锡膏中,一般应在达到室温后使用。
3)锡膏使用前应充分搅拌均匀。
4)残留在槽内未使用的锡膏应用内外罩盖好,不能暴露在空气中,以免吸潮氧化。
5)工作完成后,将钢网上剩余的锡装入空罐中,以备下次使用,用过的锡膏不得倒回未用过的锡膏中,否则会被污染,使新鲜的焊膏变质。
6)锡膏印刷工序应远离经常打开的门窗,使其工作温度稳定,以免因外界空气引起局部环境变化。
4、采取防污措施
如果MLCC表面被污染,会导致润湿不良,造成立碑现象。因此,无论是MLCC厂商还是用户都需要采取防污措施。下图显示了 MLCC 在一个端面被污染和未被污染时的典型润湿曲线。
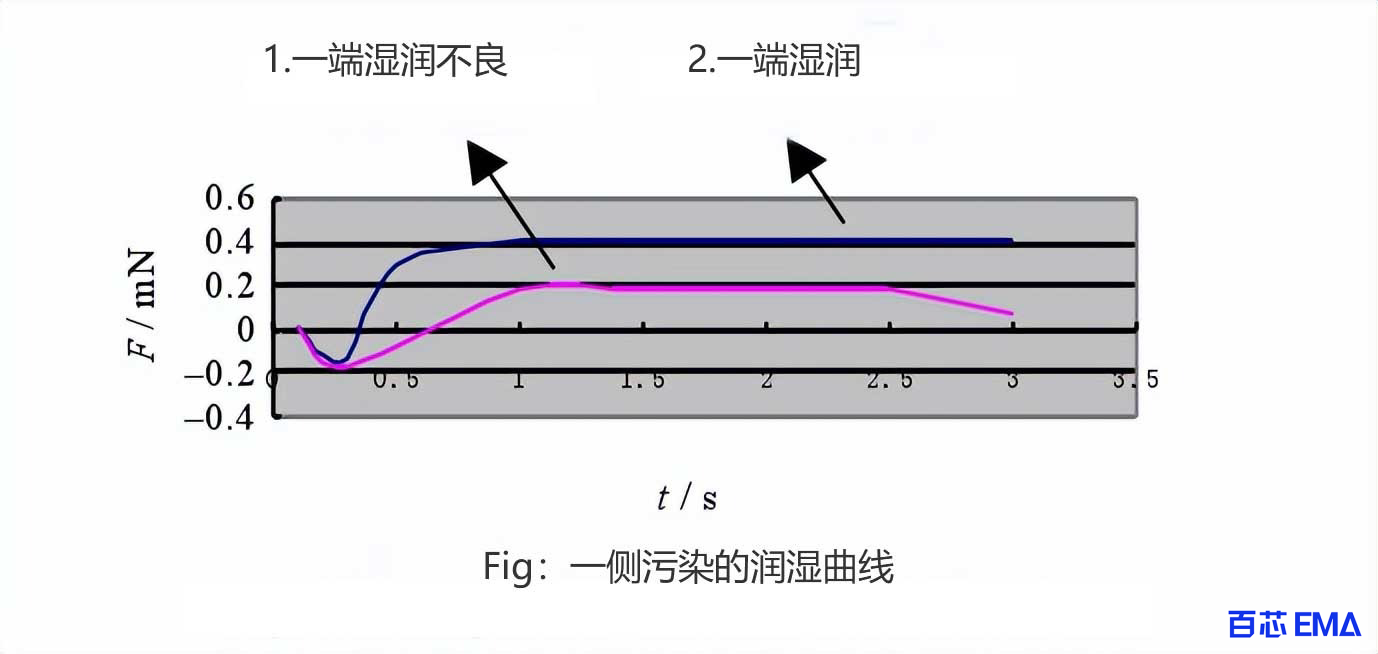
一个端面被污染的湿润曲线
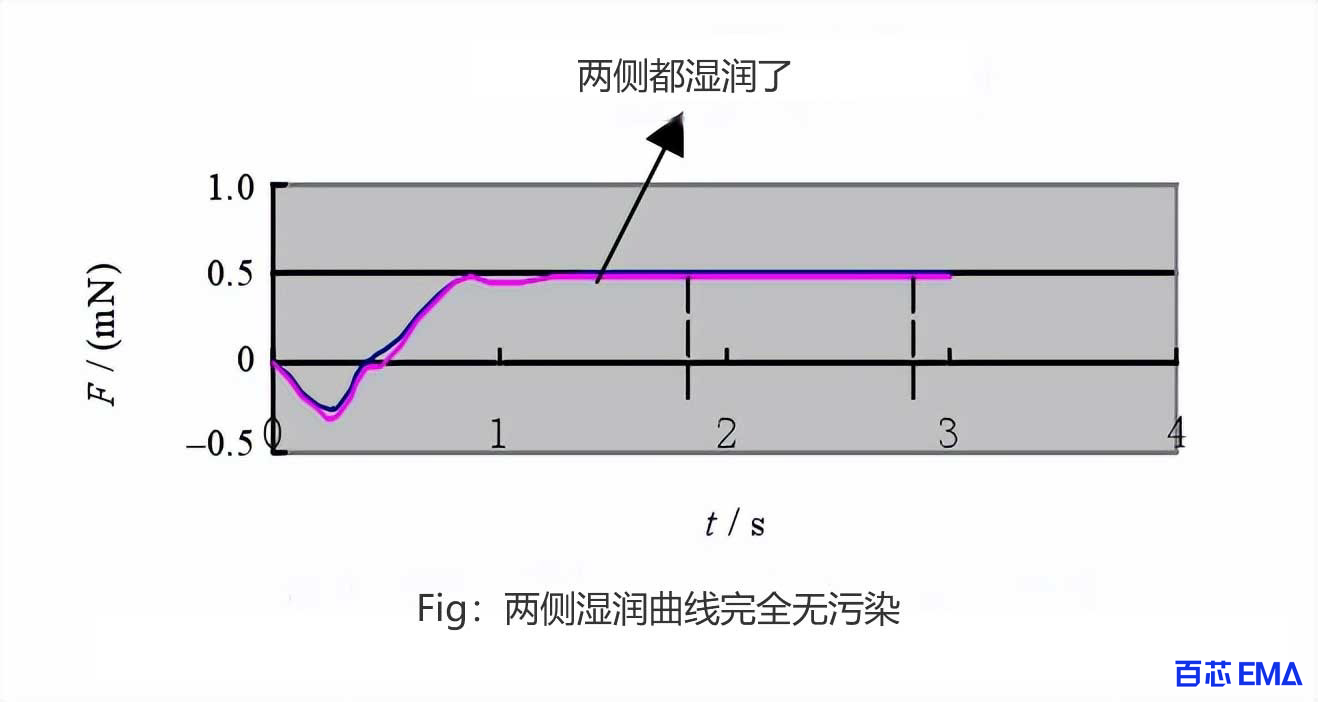
未被污染时的湿润曲线
从图中,可以明显看到,没有被污染的湿润曲线是良好,而被污染的湿润曲线不良好。因此要有防污措施。
以上就是关于PCB立碑的一些知识,希望大家多多支持我们。